




With the rapid development of fields such as biopharmaceuticals, food science and healthcare, the ultrasonic homogenizer market is also growing. The market demand is expected to continue to grow in the coming years as more and more laboratories and scientific research institutions use these devices. Moreover, the increasing performance and functionality of ultrasonic homogenizers will further drive the market as technology continues to evolve.

Ultrasonic Homogenizer Working Principle
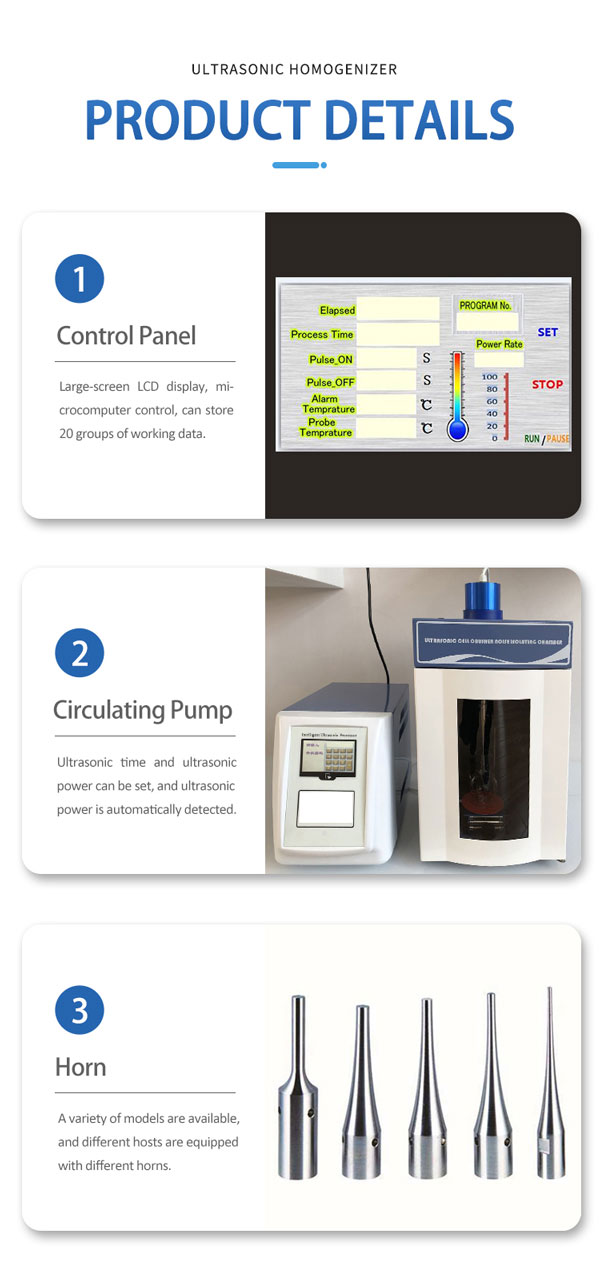
An ultrasonic homogenizer, also known as an ultrasonic probe or sonicator, is a device that uses high-frequency sound waves to break down particles or cells in a liquid. The working principle of an ultrasonic homogenizer involves several steps:
1、Sound waves are generated by an ultrasonic generator and transmitted to a titanium or stainless-steel probe.
2、The probe is placed into the liquid sample and vibrated at high frequency (usually between 20 kHz and 20 MHz) by the sound waves.
3、As the probe vibrates, it creates high-pressure waves in the liquid, leading to the formation of microscopic bubbles.
4、The bubbles rapidly expand and collapse in a process known as cavitation. This generates intense local heat and pressure that can break down particles and cells.
5、The resulting disruption can be used to break up and homogenize biological samples, emulsify liquids, or disperse nanoparticles.
6、The homogenized sample can then be used for various downstream applications, such as protein extraction, DNA fragmentation, or cell lysis.
7、The ultrasonic homogenizer provides an efficient and non-invasive method for disrupting samples, and is widely used in biology, chemistry, and materials science research.
Application Fields Of Ultrasonic Homogenizer
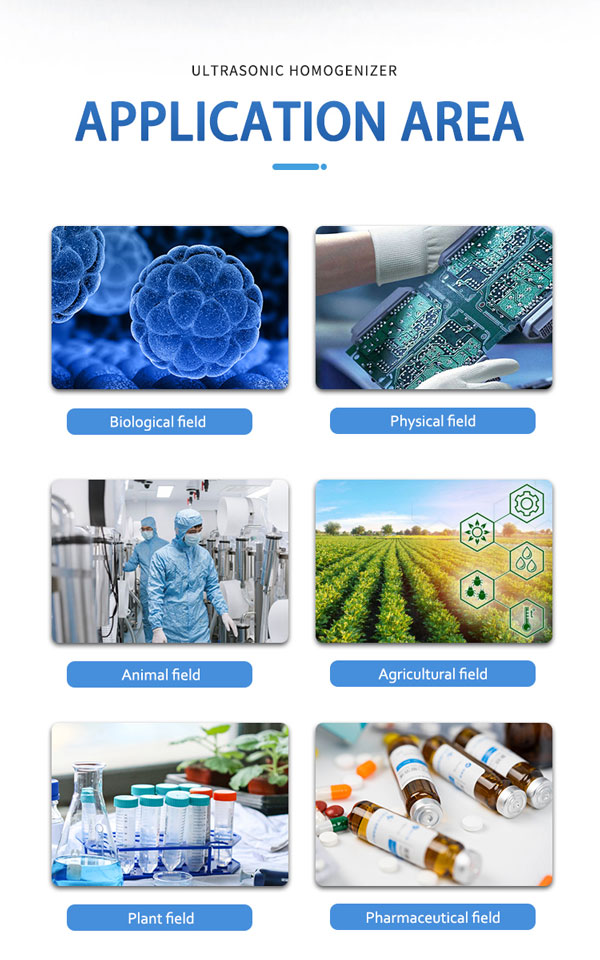
Ultrasonic homogenizers, also known as ultrasonic processors, are widely used in various industries for sample preparation, cell disruption, emulsification, dispersion, and nanoparticle synthesis. Some common application fields of ultrasonic homogenizers include:
Biological and Medical Sciences:
Ultrasonic homogenizers are used for cell lysis, protein extraction, DNA fragmentation, and tissue homogenization in research laboratories, pharmaceutical companies, and biotech industries.
Food and Beverage Industry:
Ultrasonic homogenizers are used for food processing, such as mixing, emulsifying, and extracting flavors and nutrients from raw materials.
Chemical Industry:
Ultrasonic homogenizers are used for the synthesis of nanoparticles, dispersion of pigments, and preparation of catalysts.
Environmental Science:
Ultrasonic homogenizers are used for sample preparation and extraction of pollutants from soil, water, and air samples.
Material Science:
Ultrasonic homogenizers are used for the preparation of materials, such as ceramics, polymers, and composites.
Petrochemical Industry:
Ultrasonic homogenizers are used for the extraction of oil and gas from geological samples and the preparation of catalysts.
Ultrasonic homogenizer case - Pfizer:
American multinational pharmaceutical and biotechnology company - Pfizer, one of the world's largest pharmaceutical companies. Pfizer has used ultrasonic homogenizers in various applications, including the preparation of drug delivery systems and the production of pharmaceutical suspensions and emulsions.
In a research study published in the journal Pharmaceutics, Pfizer scientists used ultrasonic homogenization to prepare nanoparticles for the delivery of a cancer drug called paclitaxel. The researchers used a high-intensity ultrasonic homogenizer to prepare the nanoparticles, which were then tested for their ability to target cancer cells and inhibit tumor growth in animal models.
Another example of Pfizer using ultrasonic homogenizers is in the production of a pediatric suspension of the antibiotic azithromycin, as mentioned in the previous answer. The suspension was prepared using ultrasonic homogenization, which allowed for uniform particle size distribution and improved stability.
Pfizer and other pharmaceutical companies use ultrasonic homogenizers to improve the quality and efficiency of their drug development and production processes. Ultrasonic homogenizers provide a fast, efficient, and non-invasive method for preparing drug delivery systems, suspensions, and emulsions, which can lead to improved drug efficacy and patient outcomes.
Ultrasonic homogenizer case - Nestlé:
Nestlé, one of the world's largest food and beverage companies, uses ultrasonic homogenizers for various applications in its production processes. One of the main applications of ultrasonic homogenization at Nestlé is the preparation of food emulsions, which are mixtures of two immiscible liquids, such as oil and water, that are stabilized by an emulsifying agent.
Nestlé uses ultrasonic homogenization to prepare emulsions of vegetable oils and water, which are used in the production of salad dressings and mayonnaise. Ultrasonic homogenization allows for the efficient and uniform dispersion of oil droplets in water, resulting in stable and creamy emulsions.
Nestlé also uses ultrasonic homogenizers for the preparation of suspensions and dispersions. Ultrasonic homogenization can be used to break down solid particles into smaller sizes, resulting in improved texture and consistency of food products.
In both of these cases, ultrasonic homogenizers are used to improve the efficiency and quality of production processes. Ultrasonic homogenization allows for precise control over the homogenization process, resulting in consistent and uniform product quality. Ultrasonic homogenizers are also efficient and require less energy than other homogenization methods, which can lead to cost savings over time. Ultrasonic homogenizers are a valuable tool for many industries, including food and pharmaceutical production.










