Description
In the ever-evolving landscape of chemical and biological pharmaceutical equipment, precision and efficiency are paramount. This holds especially true for high-pressure stirred reactors, where the need for exacting processes is crucial. Enter the realm of Short Path Molecular Distillation Machine Units, a technological marvel that has been revolutionizing the industry. In this article, we delve into the world of these units, exploring their introduction, features, advantages, applications.
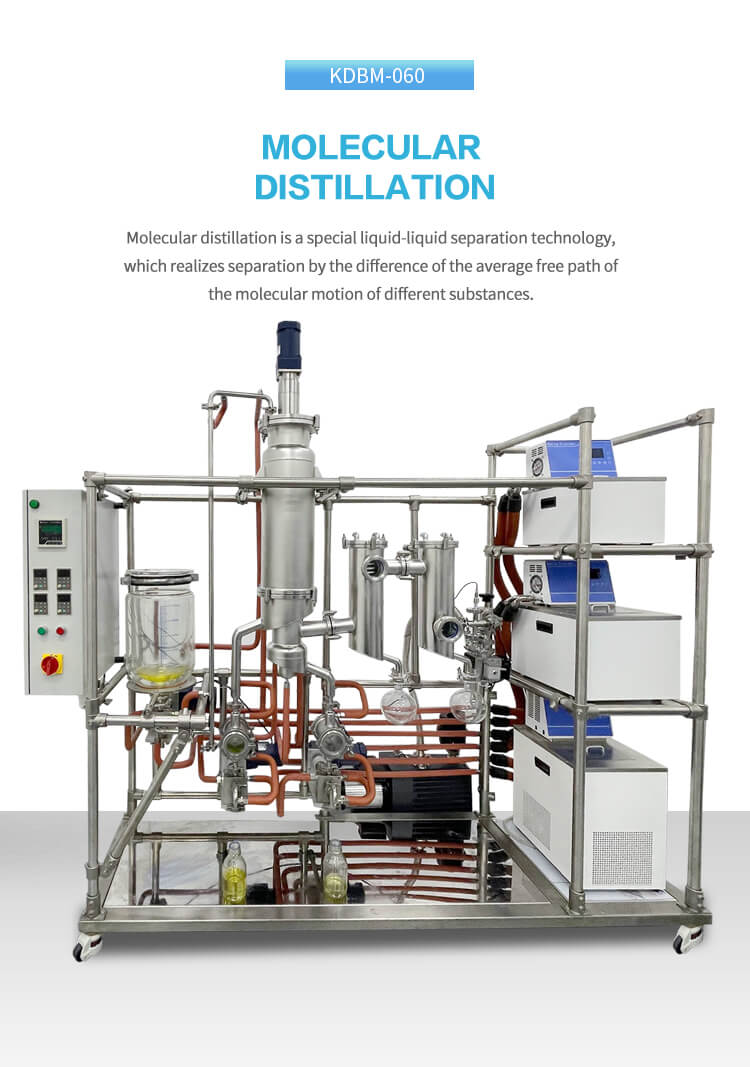
Introduction to Short Path Molecular Distillation Machine Units
Short Path Molecular Distillation Machine Units, often referred to as SPD units, are a pinnacle of engineering excellence. They are designed to address the complex demands of high-pressure stirred reactors, where precision in separation and distillation is non-negotiable. These units are the result of years of research, development, and innovation, making them an indispensable tool in the arsenal of equipment suppliers like ZZKD.
Features of Short Path Molecular Distillation Machine Units
1. High Precision Distillation: One of the standout features of SPD units is their ability to perform high-precision distillation. This is achieved through a short path design that minimizes the distance traveled by the vapor molecules, ensuring separation of even the most closely boiling components.
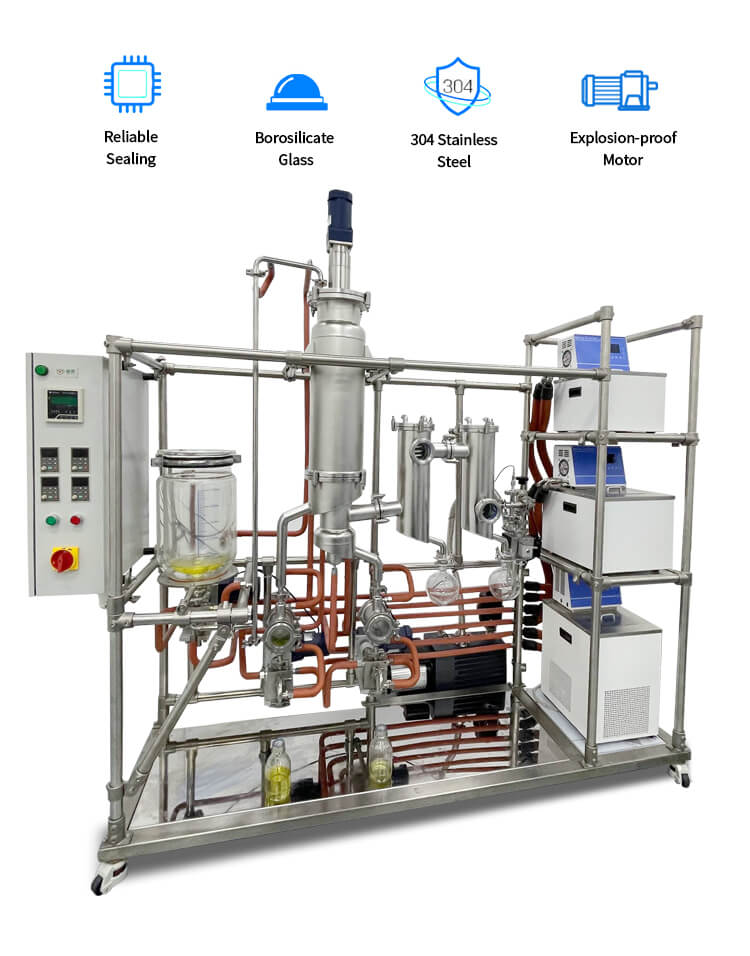
2. Efficient Heat Transfer: SPD units incorporate advanced heat transfer technology, enabling rapid and precise control of temperature gradients. This not only enhances separation efficiency but also reduces the risk of thermal degradation of sensitive compounds.
3. Vacuum Control: These units offer superior vacuum control, which is essential in high-pressure stirred reactors. It allows for the removal of volatile components at low temperatures, preserving the integrity of the final product.

Advantages of Short Path Molecular Distillation Machine Units
Short Path Molecular Distillation Machine Units come with a host of advantages that set them apart in the industry:
1. High Product Purity: The precision of SPD units ensures that the final product is of the highest purity, making them ideal for pharmaceutical and chemical applications.
2. Reduced Product Loss: With their short path design, these units minimize product loss during the distillation process, resulting in cost savings.
3. Scalability: SPD units are available in various sizes, making them suitable for both small-scale research and large-scale production.
4. Easy Maintenance: Designed for user convenience, these units are easy to maintain, ensuring minimal downtime.

Applications of Short Path Molecular Distillation Machine Units
Short Path Molecular Distillation Machine Units find applications across a wide spectrum of industries. They are particularly valuable in the following areas:
1. Pharmaceuticals: SPD units are instrumental in the production of pharmaceutical compounds, ensuring the highest levels of purity and quality.
2. Chemicals: In the chemical industry, these units are used for precise separation and purification of various chemical compounds.
3. Essential Oils: The extraction of essential oils from botanicals benefits greatly from the precision offered by SPD units.
4. Food Processing: SPD units are employed in the food industry to separate and refine different components like flavors and fragrances.
Case: Short Path Molecular Distillation in Action
To illustrate the real-world impact of Short Path Molecular Distillation Machine Units, let's consider a case study involving a pharmaceutical company.
Case: XYZ Pharmaceuticals
XYZ Pharmaceuticals, a leading player in the industry, was facing challenges in achieving the required purity levels for their latest drug formulation. Traditional distillation methods were falling short, leading to product impurities and increased production costs.
Upon adopting Short Path Molecular Distillation Machine Units from ZZKD, XYZ Pharmaceuticals witnessed a remarkable transformation. The precision of these units allowed them to achieve the desired purity levels consistently. Moreover, the reduction in product loss and improved efficiency translated to significant cost savings.
Short Path Molecular Distillation Machine Units have proven to be a game-changer in industries where high-pressure stirred reactors are commonplace. Their precision, efficiency, and versatility make them a valuable asset for manufacturers worldwide. As evidenced by the success story of XYZ Pharmaceuticals, these units are not just equipment; they are catalysts for excellence in product quality and cost-efficiency. Embrace the future of distillation with Short Path Molecular Distillation Machine Units.
FAQ
Q: What is a Short Path Molecular Distillation Machine Unit?
A: A Short Path Molecular Distillation Machine Unit is advanced equipment designed for precise separation and distillation, especially in high-pressure stirred reactors. It ensures high purity and efficiency in chemical and pharmaceutical processes.
Q: How do Short Path Molecular Distillation Machine Units work?
A: These units work on the principle of short path distillation, where vapor molecules travel minimal distances, leading to precise separation of closely boiling components. Advanced heat transfer and vacuum control enhance the process.
Q: What are the key advantages of using these units?
A: The advantages include high product purity, reduced product loss, scalability, and easy maintenance. They are ideal for pharmaceuticals, chemicals, essential oils, and food processing industries.
Q: Can Short Path Molecular Distillation Machine Units be customized for specific needs?
A: Yes, experienced OEM services are available to tailor these units to specific customer requirements, ensuring they meet unique production demands.
Q: Are these units suitable for both small-scale and large-scale production?
A: Absolutely. Short Path Molecular Distillation Machine Units come in various sizes, making them suitable for both small-scale research and large-scale production, ensuring versatility in applications.


 Products
Products





 Get Price
Get Price Send Email
Send Email















