




Acetone is a widely used solvent that is used in a variety of industries, including pharmaceuticals, plastics, and cosmetics. However, the disposal of acetone can be a significant environmental concern, as it can cause air pollution and contaminate groundwater. To address this issue, many industries are now turning to acetone recycling machines. In this article, we will explore what acetone recycling machines are, how they work, and the benefits they offer.

What is an Acetone Recycling Machine?
An acetone recycling machine is a piece of equipment that is designed to recover and recycle acetone from waste streams. These machines use a variety of technologies to separate and purify acetone, allowing it to be reused in various processes. Acetone recycling machines can be found in a range of sizes, from small, portable units to large, industrial-scale systems.
How Does an Acetone Recycling Machine Work?
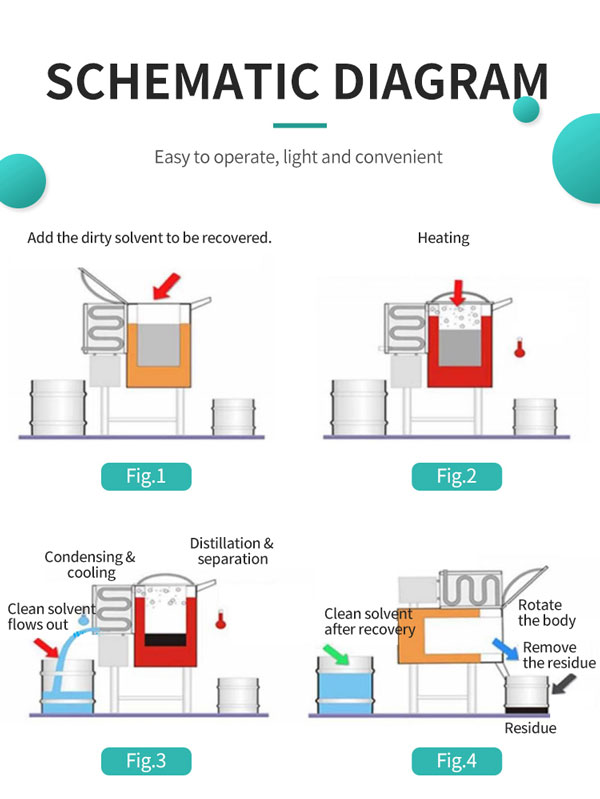
The exact operation of an acetone recycling machine will vary depending on the specific type and design of the machine. However, most machines use some combination of distillation, evaporation, and filtration to separate and purify acetone from waste streams.
Distillation is a common method used in acetone recycling machines. This process involves heating the waste stream to a temperature where acetone vaporizes but other contaminants do not. The acetone vapor is then condensed back into a liquid form, which is collected for reuse. Distillation can be a highly effective method for recovering acetone from waste streams, but it does require a significant amount of energy to heat the waste stream to the necessary temperature.
Evaporation is another common method used in acetone recycling machines. This process involves heating the waste stream to a temperature where the acetone evaporates, leaving behind other contaminants. The acetone vapor is then condensed back into a liquid form, which is collected for reuse. Evaporation is often used in combination with distillation to achieve even greater levels of purity.
Filtration is also used in some acetone recycling machines. This process involves passing the waste stream through a series of filters to remove impurities. Filtration is often used as a final step in the recycling process to ensure that the recovered acetone is as pure as possible.
Benefits of Acetone Recycling Machines
Environmental Benefits
One of the most significant benefits of acetone recycling machines is their positive impact on the environment. By recovering and reusing acetone from waste streams, these machines can significantly reduce the amount of acetone that is released into the environment. Acetone is a volatile organic compound (VOC) that can contribute to air pollution and ground-level ozone formation. By recycling acetone, industries can help reduce their VOC emissions and protect the environment.
Acetone recycling machines can also help reduce the amount of hazardous waste that is generated by industry. When acetone is disposed of improperly, it can contaminate soil and groundwater, posing a significant environmental risk. By recycling acetone, industries can minimize their environmental impact and promote sustainable practices.
Economic Benefits
Acetone recycling machines also offer several economic benefits to industry. By recovering and reusing acetone from waste streams, industries can significantly reduce their operating costs. Acetone is a valuable solvent that is widely used in industry, and purchasing new acetone can be expensive. By recycling acetone, industries can save money on their solvent costs and reduce their overall operating expenses.
Acetone recycling machines can also help industries comply with environmental regulations. Many industries are subject to strict regulations regarding the disposal of hazardous waste, including acetone. By using acetone recycling machines, industries can ensure that they are in compliance with these regulations and avoid costly fines or legal issues.
Operational Benefits
Acetone recycling machines also offer several operational benefits to industry. By recovering and reusing acetone from waste streams, industries can ensure a reliable and consistent supply of solvent for their processes. This can help prevent delays or downtime that can result from a lack of solvent.

For enterprises, is it useful to buy a solvent recovery machine?
The answer is yes. But the size of the effect is not the same in different companies. As an enterprise, the original intention of purchasing a solvent recovery machine is also different. Some are to reduce the cost of solvent consumption in factories; some are to meet environmental protection emission requirements; some are to recycle solvents for profit. Just like some customers pay attention to price and after-sales service, some pay attention to efficiency and practicality, and some pay attention to company strength and certificate honor. But now faced with so many solvent recovery machines on the market, I don't know how to choose. In fact, as long as you adhere to one principle, the one that meets your company's needs is applicable!
Customers can choose the model of solvent recovery machine according to the amount of organic solvent waste liquid in their company (the total amount of one day or one month) and the type of solvent. Devices like ours are divided into various models:
You can use the solvent recovery machine to process the total amount of waste liquid that can be processed in one month and then X80%, and you can basically get the amount of waste liquid that your company can process monthly. . Our equipment is divided into various models: 30L can process 120L of waste liquid per day; 60L can process 240L of waste liquid per day; 90L can process 360L of waste liquid per day. The above data is based on 8h, and the solvent is a low boiling point volatile solvent. (80% is that there will be problems such as liquid addition and slag removal during the operation of the equipment.

As a customer, why should we buy a solvent recovery machine?
Why should we buy a solvent recovery machine? As customers, our requirements are simple! Just buying this set of equipment can reduce our production costs. Those waste solvents that should have been thrown away are purified and recycled for reuse. What we care most about is price and efficiency. No matter how cheap your equipment is, if you can only recover 50kg-100kg of waste liquid a day, it is of little use to us. If the recovery efficiency is good, a large amount can be processed every day, but the price is too high, and we will not test the filter. In addition to the cost of equipment recycling, water and electricity, labor, etc., it may also increase production costs, so it is better not to buy. What we want is equipment with low price and high efficiency, which can really help us reduce production costs and bring us benefits.










