




The extraction and distillation processes in various industries, especially in chemical and pharmaceutical manufacturing, often generate waste solvents that need to be properly managed. This is where the solvent recycling machine for sale plays a vital role. In this article, we will explore the significance, working principles, benefits, and applications of this essential equipment.
1. Understanding Solvent Reclaimer Machine Units
Solvent reclaimer machine units are integral to the efficient recovery and reuse of solvents in industrial processes. These units are designed to address environmental concerns, reduce waste, and enhance cost-effectiveness. They achieve this by distilling and purifying used solvents, rendering them fit for reuse in the same or similar processes.
These machines are equipped with advanced technology and are customizable to meet specific industrial requirements. They are available in various sizes and configurations to suit different production scales and solvent types.

2. Working Principles of Solvent Reclaimer Machine Units
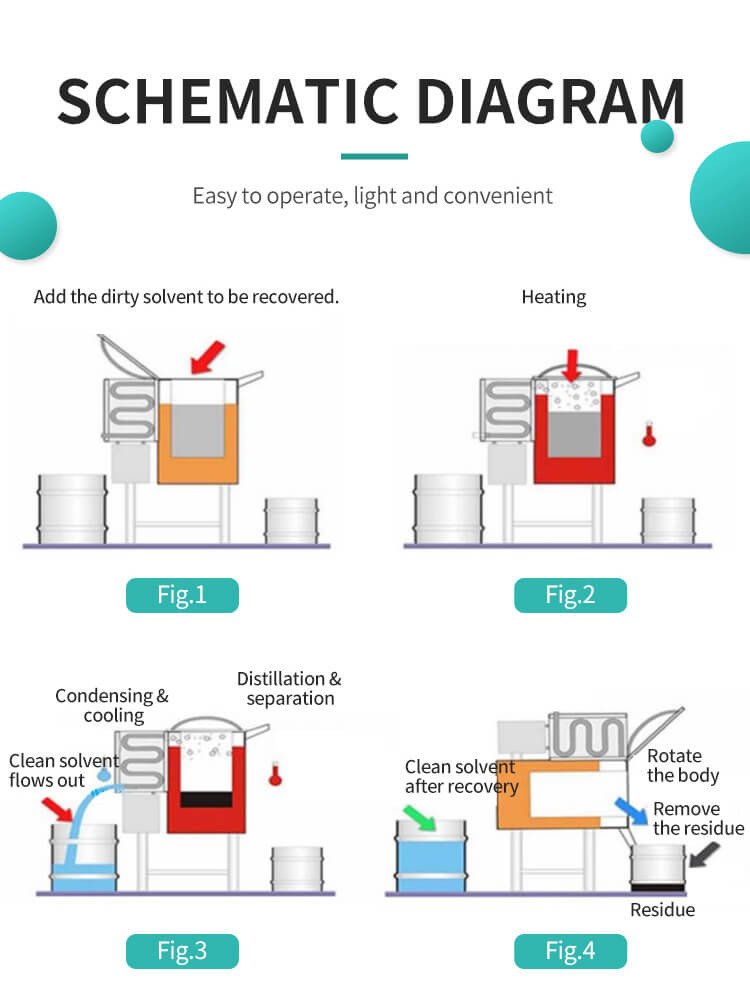
The core principle behind solvent reclaimer machine units is distillation. The process begins with the collection of used solvents, which are then heated in a controlled environment. As the solvent reaches its boiling point, it turns into vapor and rises. The vapor is then condensed back into liquid form and collected in a separate container.
The key to the efficiency of these units lies in their ability to separate solvents from impurities, contaminants, and other substances. This results in high-quality, reclaimed solvents that can be reused with confidence in industrial processes.
3. Benefits of Using Solvent Reclaimer Machine Units
The adoption of solvent reclaimer machine units brings several noteworthy benefits to industries that rely on solvents for their operations:
a. Environmental Sustainability
One of the primary advantages is its positive impact on the environment. By recycling solvents, companies significantly reduce their hazardous waste generation. This aligns with sustainability goals and reduces the overall carbon footprint of the industry.
b. Cost Savings
Reuse of solvents reduces the need for purchasing new ones, leading to substantial cost savings. Additionally, the disposal costs associated with hazardous waste are minimized, contributing further to cost-effectiveness.
c. Enhanced Product Quality
Reclaimed solvents are often of higher quality than newly purchased ones. This can lead to improved product consistency and quality in manufacturing processes.
4. Applications of Solvent Reclaimer Machine Units
Solvent reclaimer machine units find applications in a wide range of industries, including:
a. Pharmaceutical Industry
In pharmaceutical manufacturing, strict quality control is essential. Solvent reclaimer machine units ensure that solvents used in drug formulation are of the highest quality, meeting regulatory standards.
b. Chemical Industry
Chemical processes often involve the use of expensive or rare solvents. Reclaiming these solvents reduces costs and ensures a consistent supply.
c. Research and Development
In laboratories, these machines are essential for recycling solvents used in experiments and tests, contributing to sustainable research practices.

5. Innovations and Customization
The field of solvent reclaimer machine units continues to advance. Innovations include the integration of automation and digital monitoring systems, which enhance efficiency and reduce human error. Customization options allow industries to tailor these units to their specific needs, ensuring optimal performance.
6. Conclusion
Solvent reclaimer machine units have become indispensable in industries that rely on solvents for their processes. Their role in reducing waste, lowering costs, and promoting environmental sustainability cannot be overstated. As technology continues to advance, these units will play an even more significant role in shaping a cleaner, more cost-effective industrial landscape.
In conclusion, solvent reclaimer machine units are not just pieces of equipment; they are champions of efficiency and environmental responsibility in modern industrial operations.










